
- Unclassified
I watched a video you posted on YouTube and one thing jumped out at me - you said that your vessels are food safe because of the welding technique. Can you elaborate on this?
Thanks for the question! I believe the video that you were watching is here: https://www.youtube.com/watch?v=Nt5xlJSo5Hc
Around 6:00 in the video we are discussing our welding and fabrication procedure for our vessels - full penetration welds on stainless steel components that are subsequently ground and polished on the interior to produce a smooth, continuous surface. This process is a TON of work – using component designs such that the interior surfaces are the same diameter, welding designs for full penetration, and then grinding and polishing the weld takes a significant effort. All of this effort drives costs up.
In an industry that lacks regulations for food safety, the temptation to cut corners and costs is strong. The FDA is a federal agency and thus does not acknowledge the cannabis industry. However, that doesn't relieve the manufacturer of the responsibility to produce equipment that complies with known regulations that will eventually be applicable.
Equipment that is being utilized for food product should comply with The Code of Federal Regulations (CFR) Current Good Manufacturing Practice (GMP) for the Manufacturing, Packaging, or Holding Human Food. This code details the requirements for manufacturing, preparing and holding of food to prevent its becoming adulterated and unfit for human Consumption. Specifically, CFR 21 - §110, Subpart C - Equipment, §110 .40 Equipment and Utensils states seams on food contact surfaces must be smoothly bonded or maintained so as to minimize accumulation of food particles, dirt, and organic matter and thus minimize the opportunity for growth of microorganisms.
CFR 21 also states food processing equipment must be stainless steel, or at least have stainless steel parts that are in contact with food product. There are multiple grades of stainless steel - 304 and 316 are most commonly used.
Our extraction equipment is designed for the future. There will be a time when GMP will be required in cannabis operations - our equipment is manufactured with this in mind: stainless steel vessels with polished interiors that are accessible from both ends for cleaning.
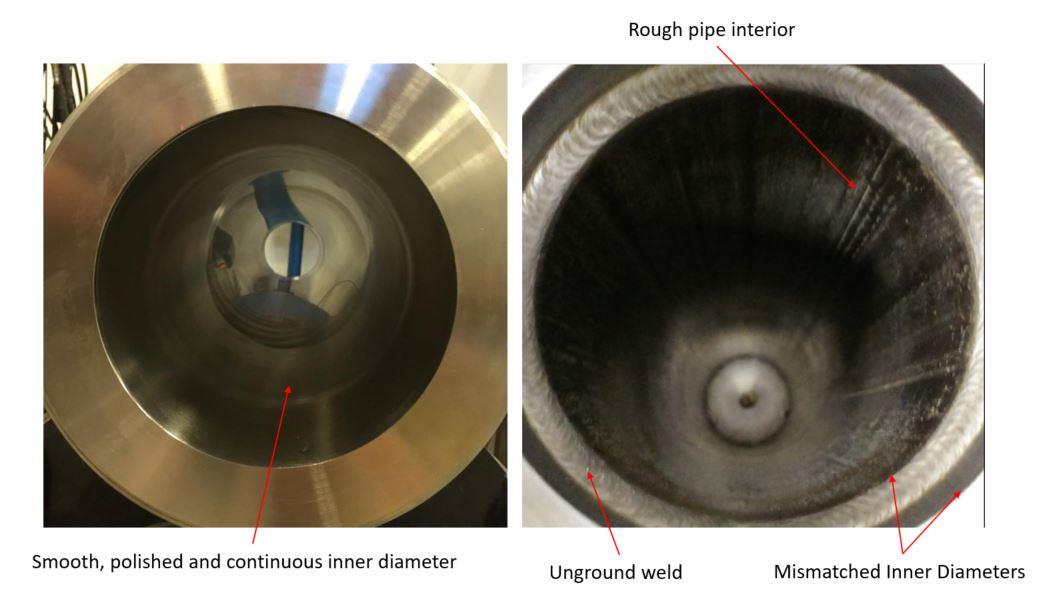
Below is an example of what to look for. On the left is a properly fabricated vessel, with no trace of the weld or surface imperfections from the pipe mill. On the right the vessel has mismatched interior diameters, an unground weld and a rough surface from leaving the mill scale on the pipe as received.
Powered by Brainsy, Inc. (Patented and Patents Pending)